



























































12 – Empennage Fairing & Gap Covers Part 2

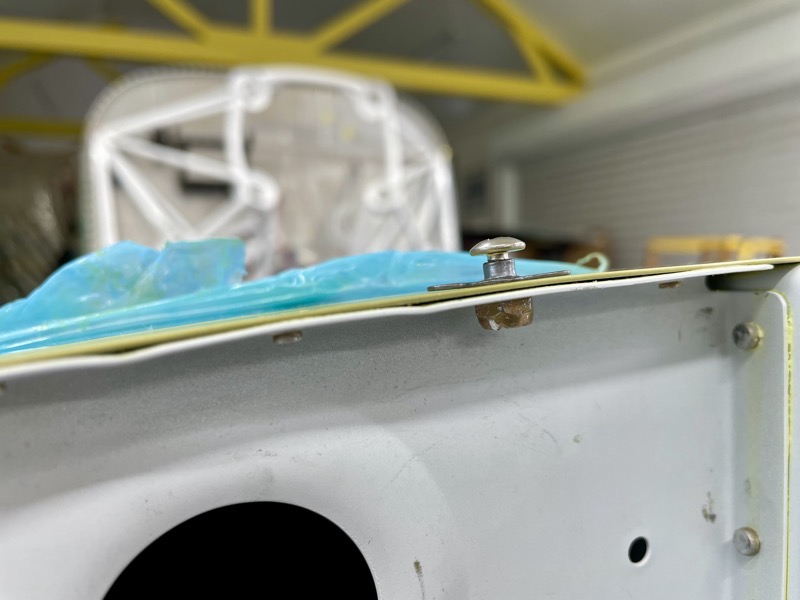
Once the fairing attachment holes have been final drilled #27, they are machine countersunk for #6 flush screws.
Doing as many as possible in situ provides firm location for the bit pilot.

Since I had installed all the forward nutplates ages ago for easy access, I had to remove the fairing to machine those holes.
I clamped a guide behind to locate the bit pilot.
I used a screw and nut to locate the nutplates …
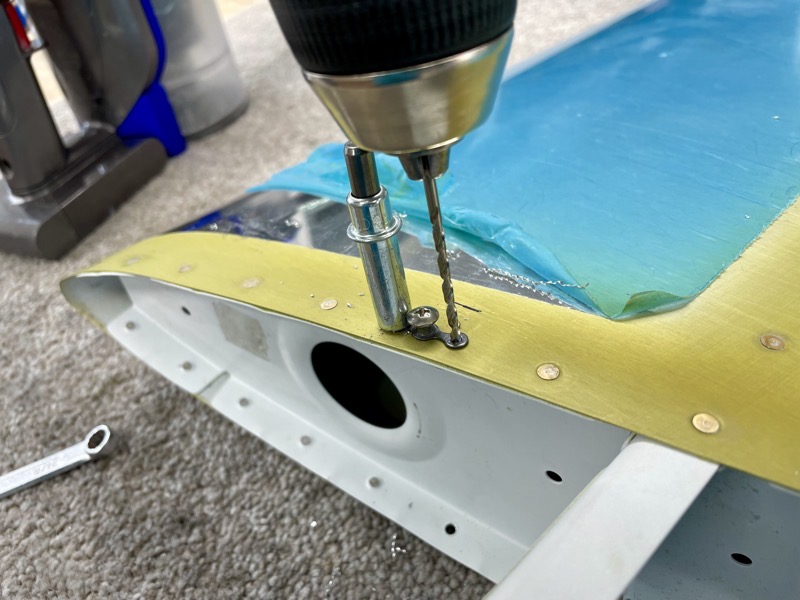
… for match drilling.
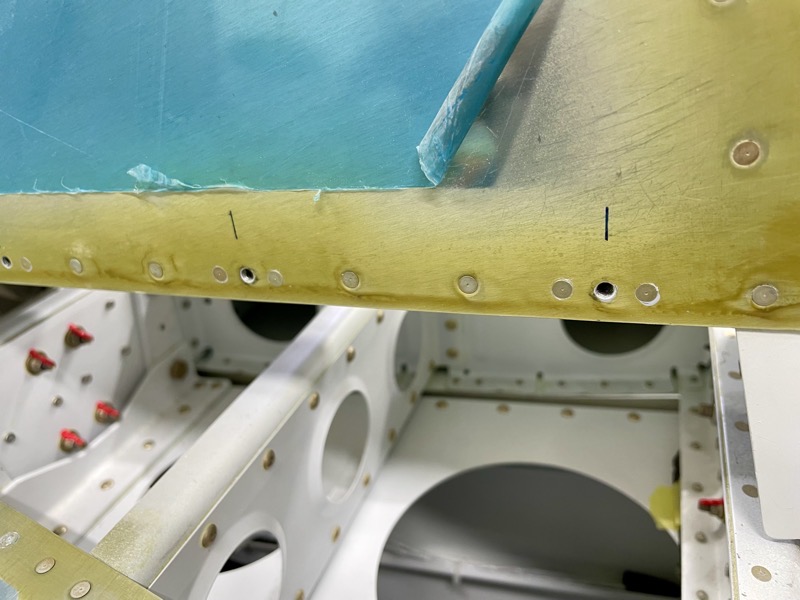
The nutplate attachment holes are dimpled in the tailplane, and machine countersunk on the fin. The fin skin is thicker.
Read the manual carefully!
I stupidly and accidentally machine countersunk the tailplane as well! Now dimples are generally stronger than machined holes, and I was concerned about this in case these nutplate attachment holes were important in the tailplane top skin stress calculations … but a call to Vans revealed that it’s not an issue … phew!
This was a sobering lesson, because at this stage of the build it’s easy to scan the manual and think you understand it all!
So I say again …
Read the manual carefully!

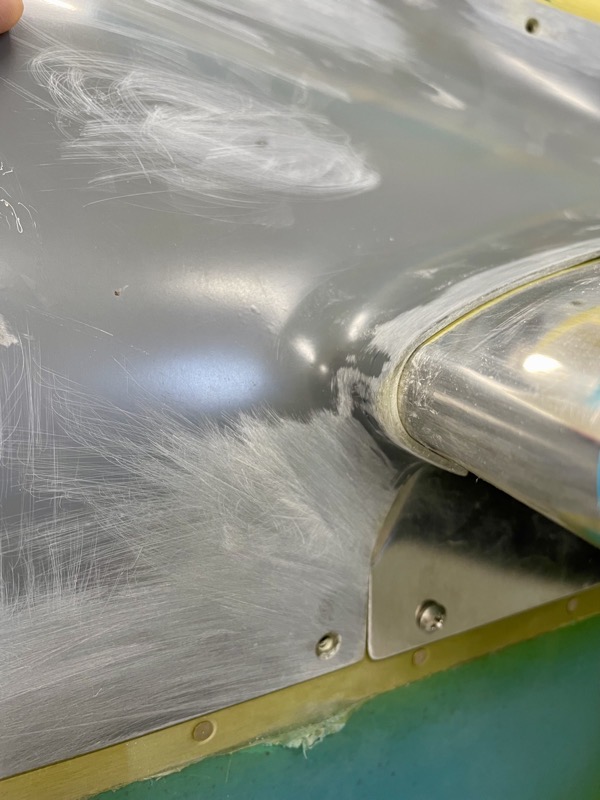
Then the edges are marked for final trimming, ensuring that the hole/edge distances are satisfied as per the manual.
I used tape, finding it easier to follow amid all the dust when …

… using a cutting disc.

A sandpaper block soon fine tunes the edge.

The last job is to mark any gaps along the edges, and fill any with rein/flox.
Using sellotape as a release agent on the metal skin, as per the manual advice, worked just fine.
It was quite easy to do, so I filled areas along the front edge, tailplane leading edge and …

… the fin leading edge.
Once the resin has set and cleaned up with a sanding block, the result is a well fitting fairing.
After a coat of resin along the inside areas that touch the metal skins, in order to seal in the weave, all the Empennage Fairings were all done : )
Next job … the wing tips




























































4 comments on 12 – Empennage Fairing & Gap Covers Part 2
Beautiful as always.
Steve – I really like the idea of those stainless “washers” you used under the screws on the empennage fairing. What are they called? I’d like to use those for my RV-14 build. – Brian
OK, just found them on Vans website – Tinnerman washer!
Yep, that’s right. They’ve been very good and look nice.