



























































Horizontal Stabiliser 08-02 to 08-06
The components are getting bigger!
Deburring
Lots of deburring to come, so trying to hone my skills! This time I’m deburring all the component edges prior to fitting/clecoing to prevent scratches. The holes can be done after any final/match drilling.
This is an example of the “saw teeth” on the edges as supplied by Van’s.

Vixen file removes these quickly …. I’ve discovered this tool is best considered as a Plane rather than a file and used accordingly.

600 Grit Emery Cloth wrapped around a dowel to get into the corner edges.

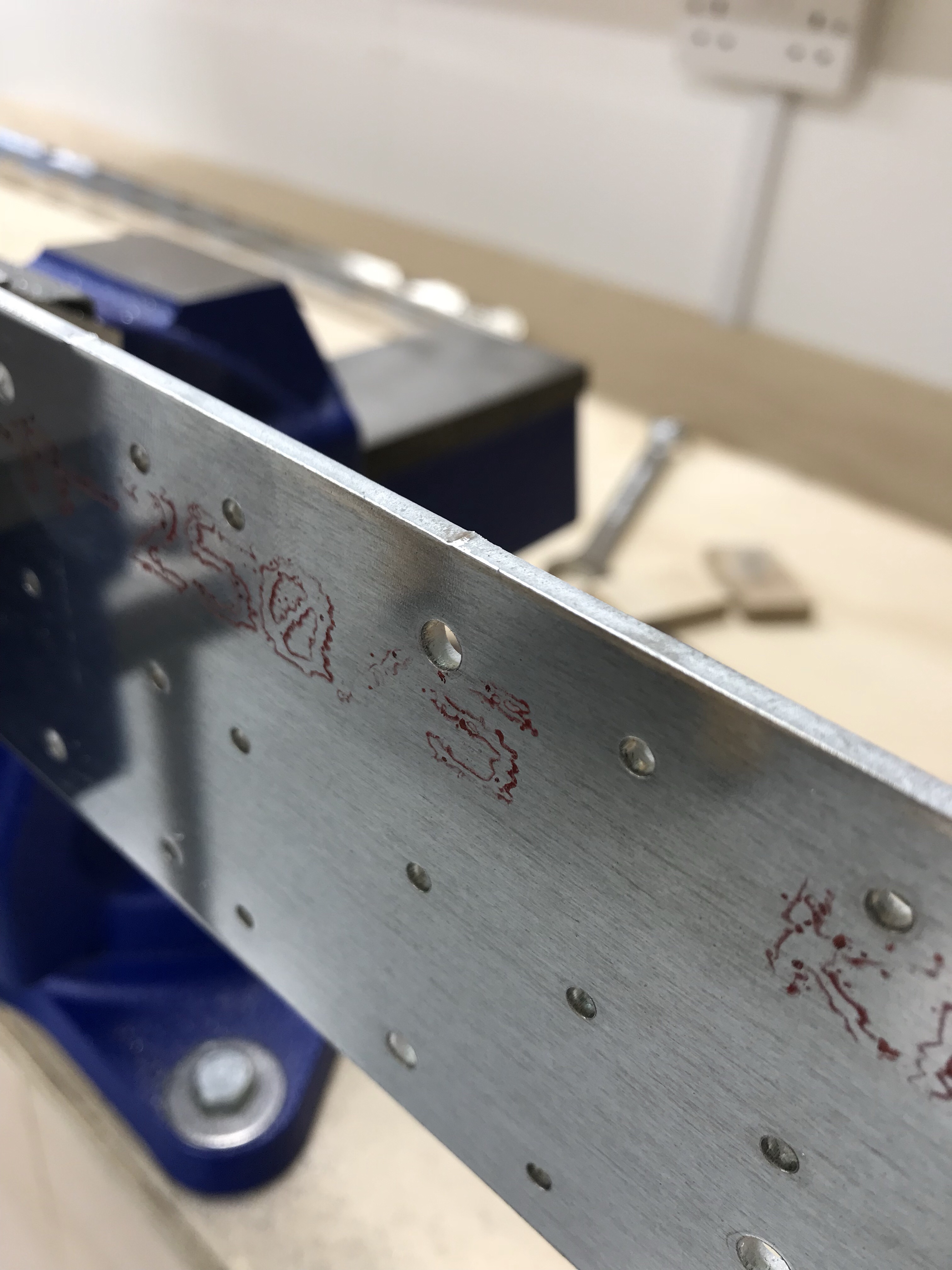
Removing the vinyl from the rear spar prior to deburring.

Vixen file great for removing the little “saw teeth”.

1″ Scotchbrite Wheel in Die Grinder made a quick job of the lightening holes. Needed to be careful and take time to ensure the wheel didn’t snag. Grooves gradually form in the wheel, but up to a point this is helpful … keeps the wheel in place and also forms nice rounded edges. Moved position of wheel every so often, making further grooves etc. Of course this can only go on for so long!
Final and Match Drilling

Vans mention the importance of drilling at 90º through the spar doublers. Since it’s quite thick I decided to use the drill press.

Irvine Clamps came in very useful to clamp the front spar down whilst match drilling the spar caps.

Couldn’t work out a way to easily support the spars in the drill press at the correct angle. So gingerly tried countersinking using the air drill, just tickling the trigger to rotate the micro countersink tool reasonably slowly. Actually worked out quite well. I found that a countersink 7 thou deeper than that required for a flush rivet (as advised by Vans in Section 5) would not let a dimpled skin sample sit quite flat. Cleaveland produce a “Sub-Structure” Dimple Die to ensure a skin dimple sits really snuggly in the sub structure dimple, and they make this 11 thou deeper. I tried a test machine countersink 11 thou deeper than a flush rivet and it did indeed sit much better. So, in my misguided wisdom I went for it, and machined all required holes 11 thou deeper than a flush rivet. But afterwards I began to get worried about the extra metal I’d removed. In the end I decided to call Vans and ask if I’d been stupid etc. Well I suspected I had been stupid, but wondered just how stupid! A nice chap quickly understood the issue and said that an extra 4 thou is not required, and that the rivet would close up any slight gap in how the skin sits. Fortunately he said my 11 thou would be OK, but said next time follow the manual!

So, CAUTION, follow the manual!
Ribs

The rib flanges need fluting to make sure they are flat. Turned out that fluting seemed to also cause the flanges to not be 90º to the rib web, so they needed gentle re-adjustment.
Dimpling is the easy bit. But as always there are some holes which shouldn’t be done … I just marked a cross with a sharpie on the excluded ones.



























































