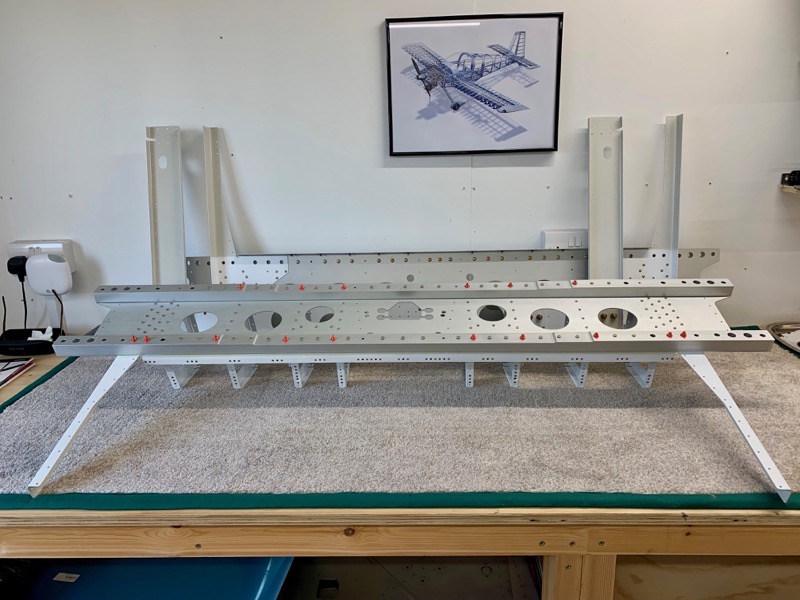
Section 25 Finished!

The rivets around the COM-3-5 Bearings are double flush riveted, and the manual suggests -7’s.
I used -6’s, which seem to fit into the countersink much better.

The Bearing Brackets are riveted onto a cover rib, which is obviously much thinner material.
As always with this combination, it’s important to securely anchor the thicker piece whenever possible during squeezing. This stops movement during the setting, hopefully avoiding boots! I gripped the brackets in the vice.

Quick little job to rivet the Bearing Brace Assemblies together.
Cover Ribs

I back riveted the side angles onto the Forward Center Section Bulkhead using the C-Frame as I had done with the Aft Center Section side angles.
I came up with a method to secure the Forward Center Section Bulkhead for driving the Cover Rib rivets.

This worked well with my rivet partner Tim helping : )
We drove the top rivet which was a bit harder to access due to the top flange … in hindsight it’d probably have been better to squeeze these.
Bearing Bracket Assembly

We used the gun on the Bearing Bracket Assemblies.

The gun fitted with a small set to drive the side rivets.
Nut Torquing

My CDI Dial Torque Wrench again came in handy to measure the residual torque on the nuts.
I used the normal torque wrench on each nut once the required torque was calculated … a surprising variation for the different nuts.

Once the nuts were torqued I flagged them with Torque Seal.
Side Angle bolts??

Vans stipulate a AN-13A bolt for the side angles, with two washers, even though the thickness of the angle is more than the cover ribs.
As you can see in this picture, I reckoned the 13A just wasn’t long enough …
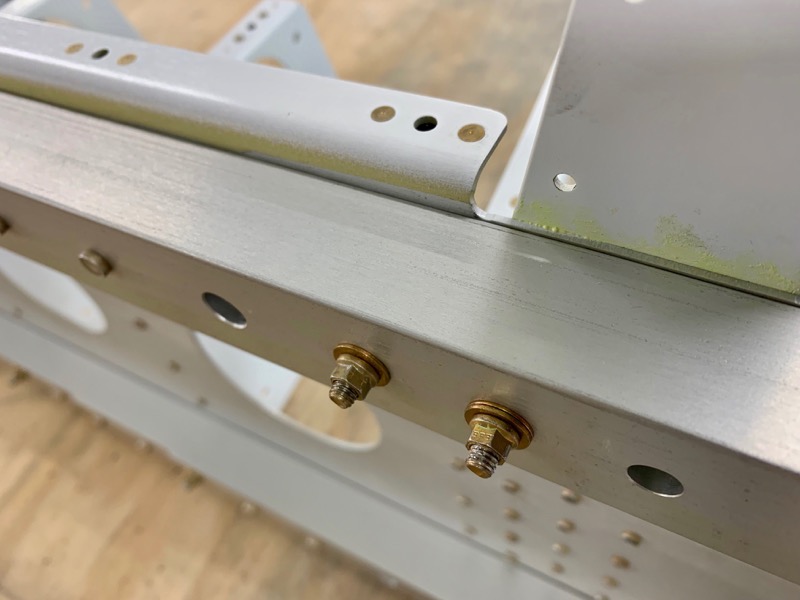
… so after some chin scratching I decided to use a 14A bolt with an extra washer to ensure the nut didn’t bottom out.
Bearing Bracket Assembly

The Bearing Bracket Assembly structural screw nuts proved the most awkward to torque … I couldn’t get a socket onto the nuts, and the nuts needed a very small 11/32″ spanner … I didn’t have one, so ended up holding the nut with a small adjustable and torquing with a screw driver bit … not ideal.
Reaming
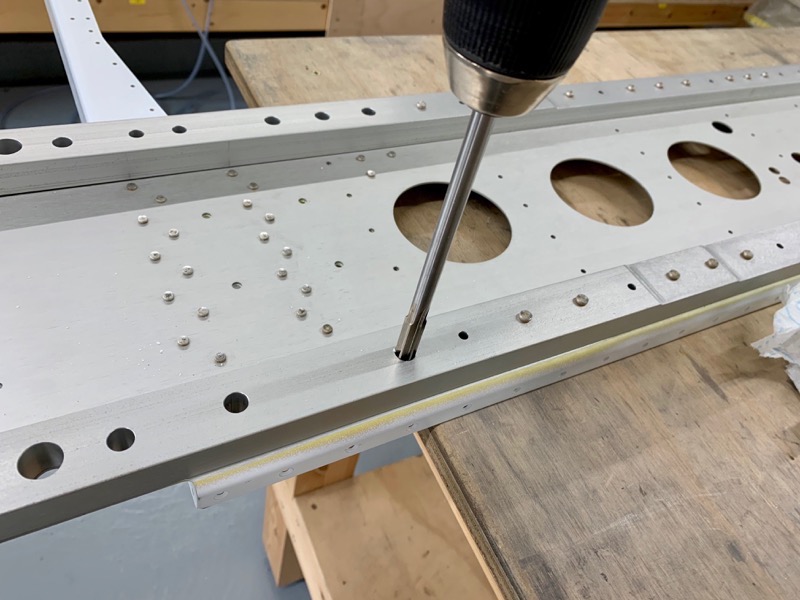
I followed the advice in the manual to ream the holes in the bulkheads. I was able to push the reamer into the holes up against the side angles. Then I turned the reamer slowly, and once through the side angles stopped and pulled out to avoid removing any material from the bulkhead holes.
This section all done, so now taking a deep breath to face lots of deburring in the next section … : )