



























































15-04 Rear Spar Machine Countersinking & Dimpling
The #40 rear spar flange holes are machine countersunk where they coincide with the doubler flanges. I clecoed the doublers in place in order to provide firm support for the countersink pilot, ensuring accurate machining. I machined 007″ deeper than a flush rivet to allow for the skin.
Dimpling

The lower spar flanges are > 90º so it was possible to dimple these holes using my DRDT2.
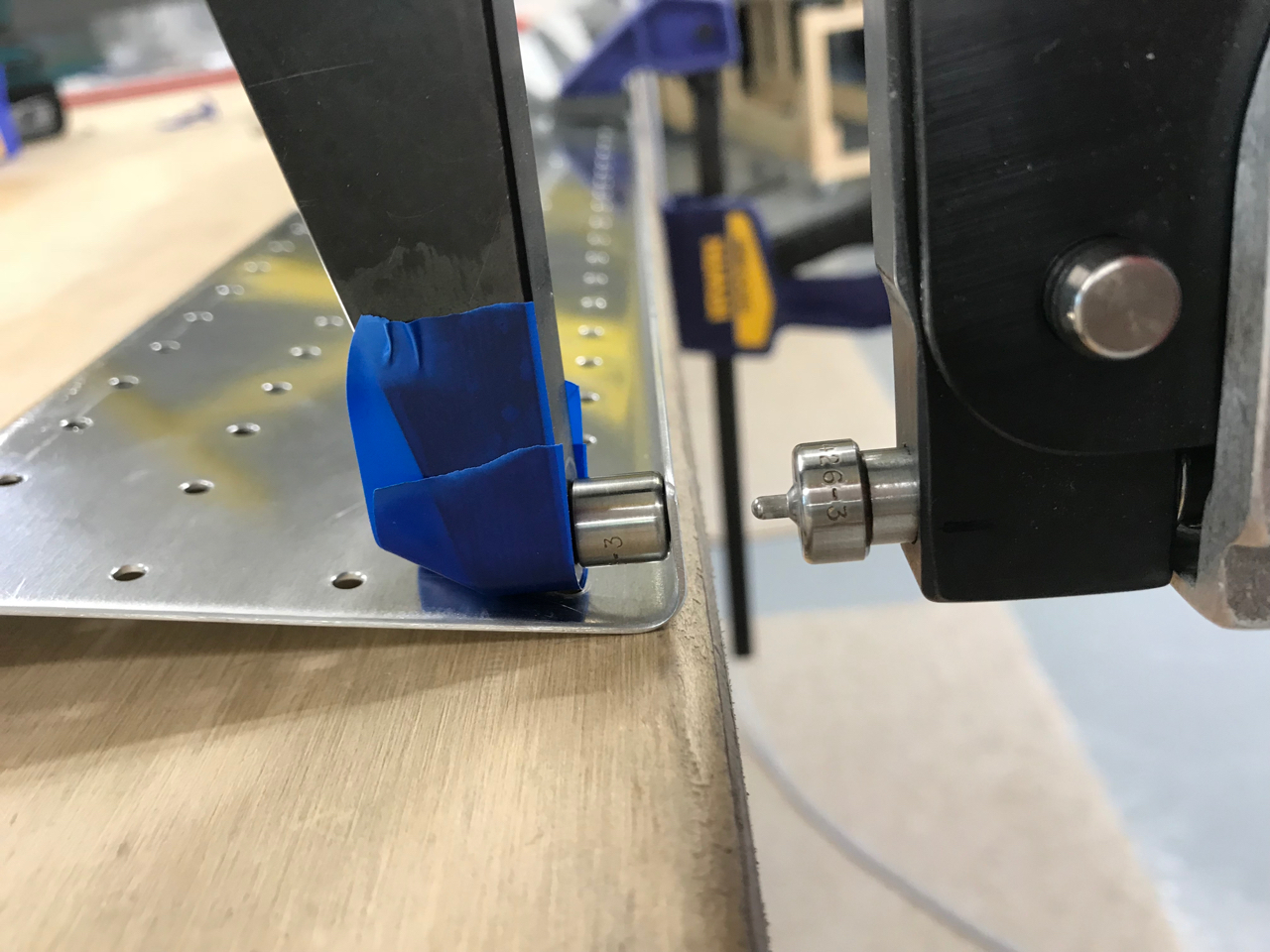
But the top flange is <90º, and so the DRDT2 wasn’t an option. Actually, as you can see from the picture, even the squeezer was a tight fit. I used my reduced diameter dimple to help, but still had to be careful not to deform the flange as I squeezed. I covered the end of the yoke in tape to prevent scratching the spar web.
Doublers
The W-1007C doublers have 2 rows of countersinking, one row to accept a dimpled skin, the other for a flush rivet head AN426AD4. A clear head was required to ensure the correct side of the doubler was machined!



























































