



























































21-03 to 05 Flap Deburring and Test Assembly
Spars
The Flap Spars proved quick to deburr using a vixen file …

… and then using the 3M 6″ wheels …

… and the 1″ 3M wheel in an angle grinder for the holes.
Leading Edge Skins

The Leading Edge Skins are made from quite thin sheet, so special care is needed to prevent issues when deburring etc.
Also the edges where they overlap the main skins have to be “broken” in the usual way … I nearly had a disaster while using the Cleaveland Edge Forming Tool. The metal is so thin I nearly induced a bend just by not quite angling the tool perfectly. Luckily I noticed after a short run and worked out what was happening, so take care!
Main Skins
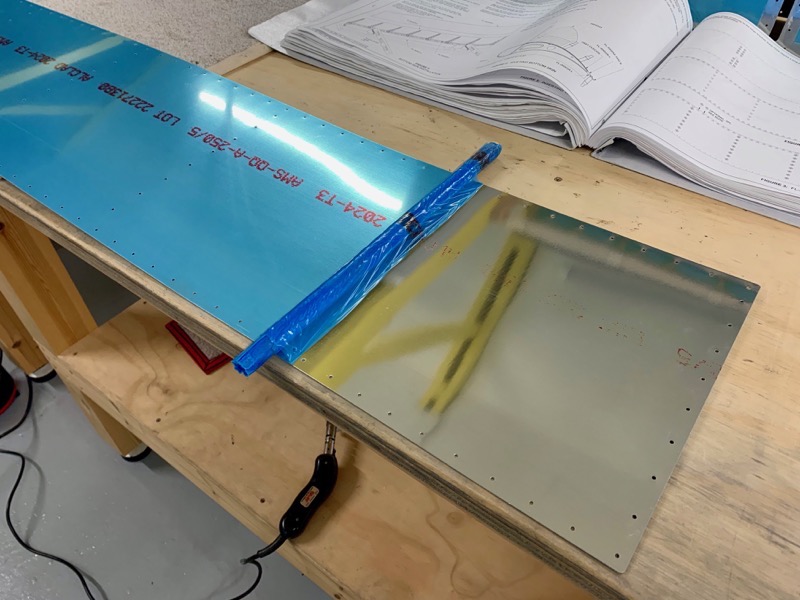
Again these are thin, so I used my dowel rolling technique to remove the vinyl prior to deburring the edges.
Ribs
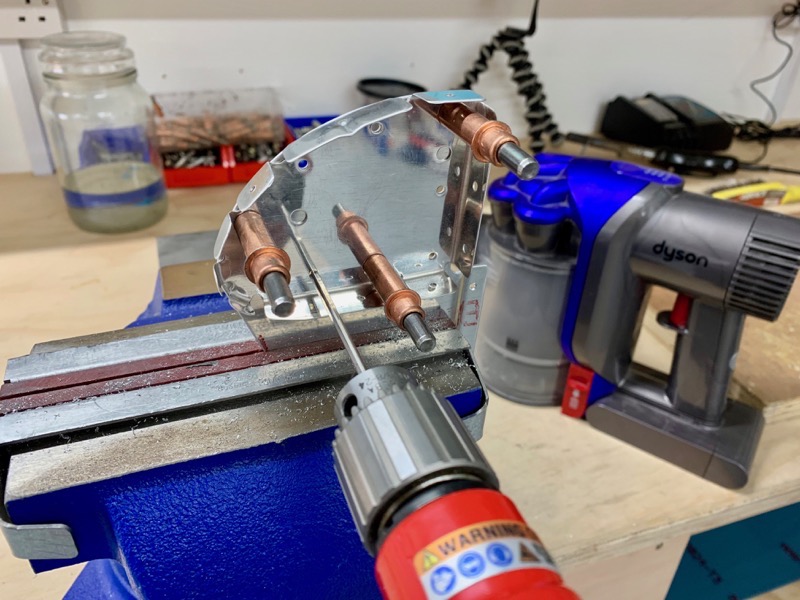
Deburring finally finished, it was time to have more fun and do some match & final drilling on the nose & main ribs.
Parts clecoed together ready for match drilling.

The tabs on the two end ribs have to be adjusted to line up with the skin shape … I used blocks of wood and mole grips to tweak them.
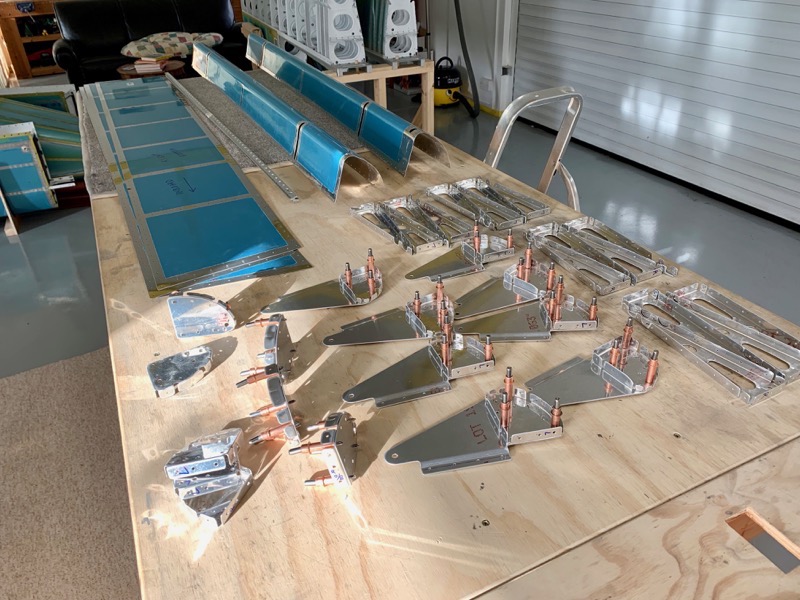
Test Assembly

Then clecoing it all together to check fit and also to be ready for match drilling the trailing edges.

A bit of thought required to work out how to orientate the clecos so it can all fit.
All fitted together nicely. Next job is to cleco in place the TE pieces which I have cut to length, and then match drill.



























































