



























































23-03 to 05 Fabricating Pushrods & Aileron Bellcranks
CS-00012 Torque Tube to Bellcrank Pushrods
The tubes for these pushrods are first cut to length. I hacksawed them slightly oversize & then fine tuned the length on my vertical sander.

A template is provided, as with the elevator pushrods, to mark out and centre punch the holes for the Threaded Rod Ends.
I used the deburring bit to deepen the marks to help with drill bit alignment on the curved surface.

The Threaded Rod Ends fitted easily in the tubes, and then are match drilled #30.

Obviously they have to be marked so it’ll all go back together correctly … easy here, but more of a challenge when priming/painting!
CS-00013 Bellcrank to Aileron Pushrods
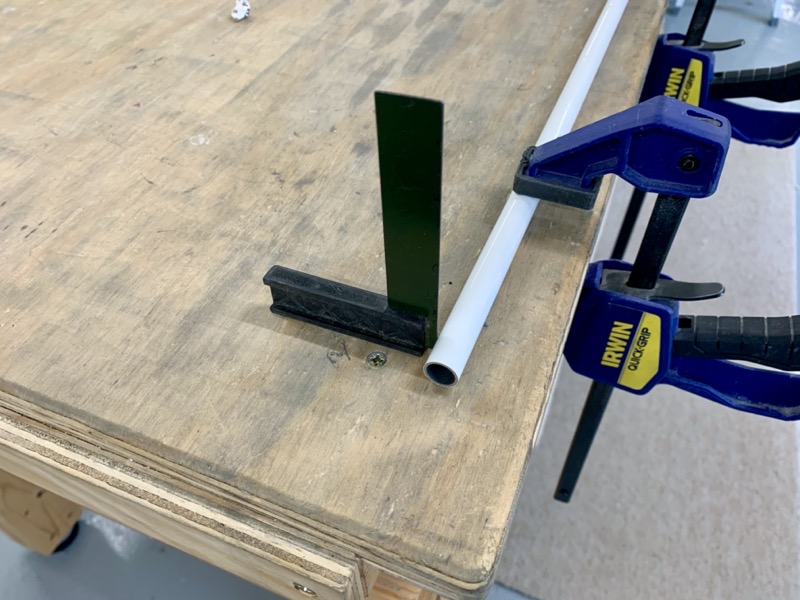
These pushrods are powder-coated steel, and again are cut to length.
Then holes are marked out at the ends for the AN490-HT8P Threaded Rod Ends. I used a set square to mark lines at 180º.

I used my vice clamp to hold the tubes securely.

Once the first set of holes were drilled, I used a flat headed nail to position those holes vertically whilst I used the set square to mark 90º lines for the other holes.

The AN490-HT8 Rod Ends in my kit just would not fit inside the tubes, so I resorted to protecting the threads …

… and then spinning them in a drill chuck like a lathe, using a file to reduce the diameter slightly.
I used sandpaper to produce a smoother finish.

It was about now I re-read the diagram on page 23-04 and realised where I should have drilled the end holes!
The diagram isn’t that clear … it’s as though the dimension marks have been misaligned. That’s my excuse anyway, but you know what they say about bad workmen blaming their tools!

If in doubt, ask someone!
I had stupidly drilled the two sets of holes 7/32″ apart, rather than the end holes 7/32″ from the end. So my end holes were now 6/32″ from the edge instead of 7/32″.
Foohey Foohey Fudge Cake … I’m going to have to wait until I get new parts, edge distances are very important. I needed a couple of other things from Vans, so at least I’ll combine the shipping.
Trying to think positive, at least I’ll be able to practice setting those awkward rivets.
Aileron Bellcranks

Oh well, a fresh start another day.
The manual asks you to countersink 4 holes for nutplates in the right Aileron Bellcrank, but I can only see a use for the lower nutplate (autopilot servo pushrod).
So for the moment at least I’ve only done the lower holes.

I used a 3/16″ reamer to open up the specified holes. This is a slightly smaller diameter than the #12, but the AN3 bolts I have for the job fit perfectly.
I think #12 is specified since the allowable manufacturing tolerance on AN3 bolts means some may not quite fit 3/16″.

Whilst reading the various forums about the Aileron Bellcranks, it seems several builders have placed washers between the bush and the bellcrank brackets.
This is so the ends of the steel pivot tube on the bellcrank rubs against washers instead of the bellcrank brackets. Sounds a good idea, especially since the lower bracket in the right wing is aluminium.
The pivot tube of the aileron bellcrank must be 1/32 [0.8 mm] to 1/16 [1.6 mm] shorter than the aileron bellcrank bushing.
So I carefully calculated the required length of the bushes to accommodate a NAS1149F0432P washer top and bottom, and trimmed them with the vertical sander, ensuring perpendicular end faces.

And then of course the pivot tube needs to be shorter by the thickness of two washers.
This was an awkard shape to jig correctly on the sander.

So here’s the result with the bush just proud of the pivot tube top & bottom.

And with a washer in place, you can see how it will grip the bush, but provide a steel surface for the pivot tube to rub against.
AN4-32A or AN4-33A?

The manual specifies AN4-32A bolts for the bellcrank attachment.
But in my wing I reckon it’s a bit too short. The bottom bracket hole is on the thread …
… so I’m planning to use AN4-33A bolts with an extra washer underneath.



























































