



























































45-01 to 10 Cowling
Cowl Hinges

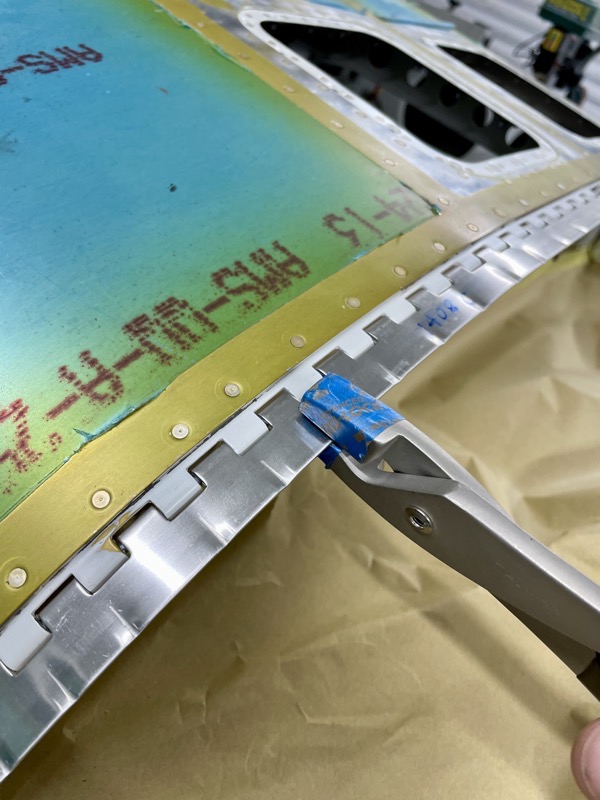
At the curved sections of the cowling hinges the gaps are slightly wedge shaped, so these need to be filed straight for an easy fit of the mating hinge.
I used a plastic strip to protect the paint.
The mating hinges, which will be riveted to the cowling, have to be formed to match the fuselage curvature, and so these end up with wedges as well … more filing.

The hinge pins along the top hinges have a significant curve to negotiate, so I decided to form a small chamfer on each hole to help the pin find its way.
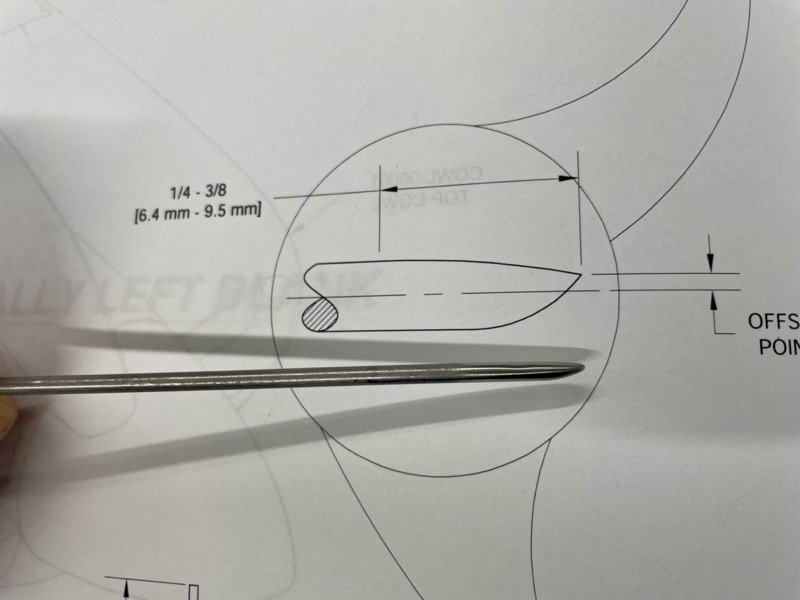
The ends of these pins also need an offset point to be ground/filed, again to help with pin insertion.
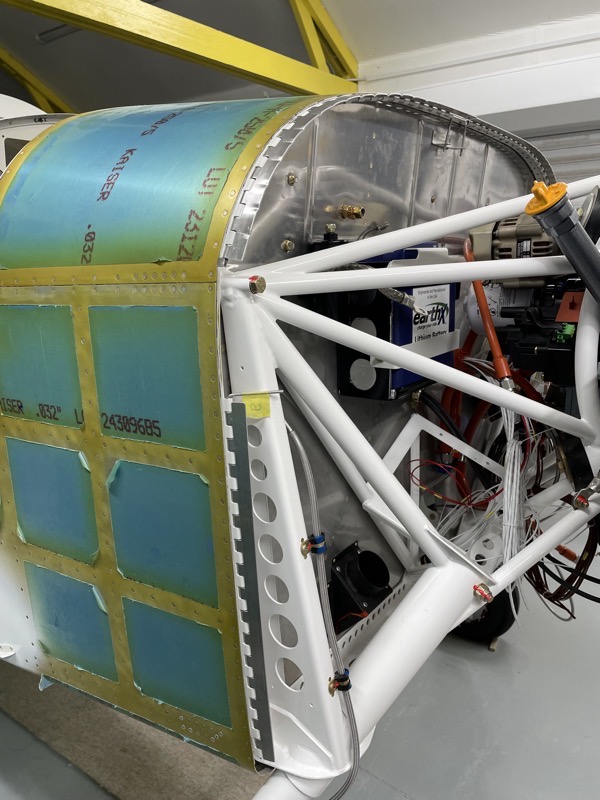
Because of the fuselage profile tapering in this area, the hinges need some fluting to ensure they lie flat and in line with the forward top fuselage skin.
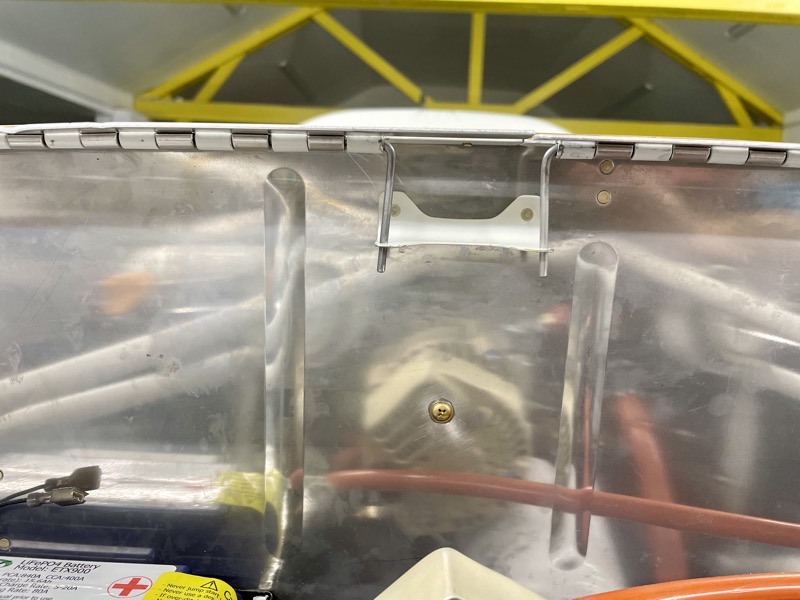
The manual specifies that the bend in the end of the upper hinge pins be 90º, but I found it needed to be slightly acute in order for them to locate in the FF-00005 cowl pin retention bracket without undue force.
The FF-01408B-L & R side hinges are easier!
Initial Cowl Trimming

The first job is to trim the cowls to the very feint scribe lines which have been moulded into the cowling surface, and I used my usual tape method to mark them. I found lots of referring to the manual was needed here to confirm I had actually found the correct scribe line positions …
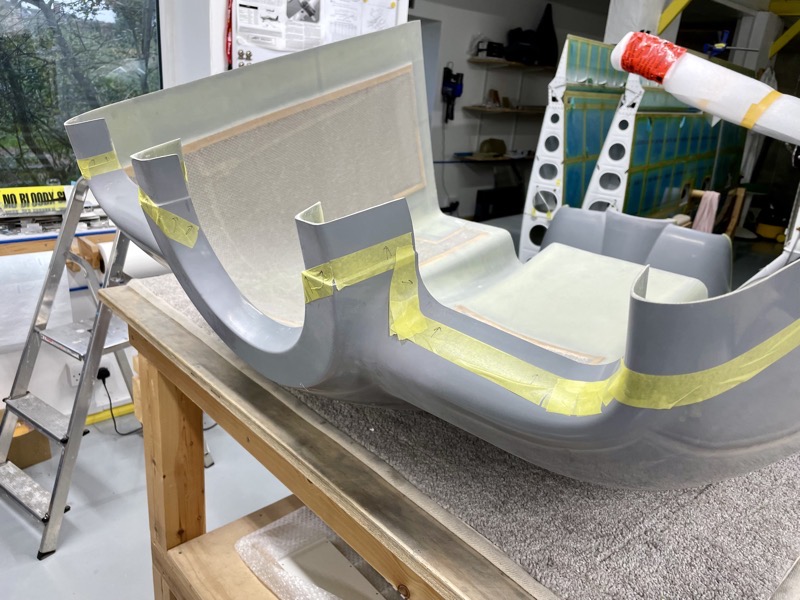
… especially around the spinner cutout and air intakes.

The oil access door also has to be cut.

I tackled this first, being a good area to get a feel of the Dremel cutting disc.

The cutting disc makes lots of dust, so a mask is definitely needed!
I made use of the Autumn sunshine and did the job outside to avoid all the dust settling in the workshop.

These were the bits removed from the upper cowling.
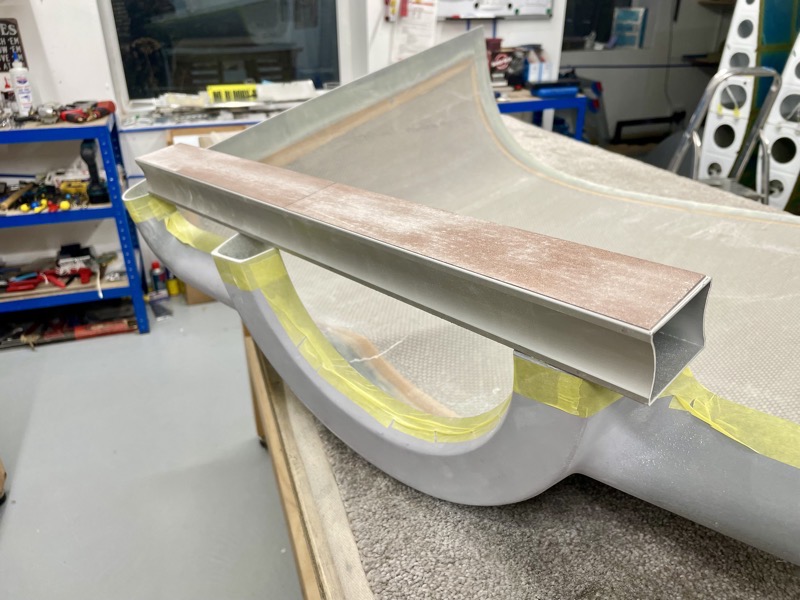
Then a sanding block is used to trim up to the tape/scribe lines.

A long block helps to keep the edges straight.

But a curved one was needed for the gear leg cutouts.
Fitting Spinner Cutout and Air Inlets

I used a Dremel sanding barrel to remove material around the Spinner Cutout.
This is an iterative process to ensure the lower and upper cowlings fit snuggly in this area.

The manual suggests you stand the cowling halves on wooden blocks to help with clamping, and this worked well.

Once the fit is acceptable, a hole is drilled and clecoed to fix the position.
Positioning Upper Cowl
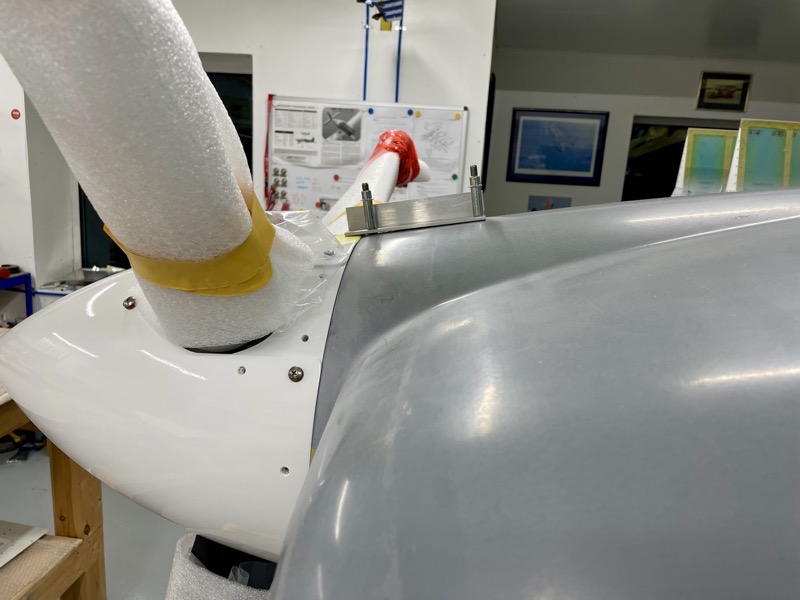
If you are using the Vans spinner, then the manual has a guideline for how to position the upper cowl to allow for engine sag during the first few hours of opersation.
We have an MT Prop and spinner, so found I needed to add additional washers under the aluminium angle alignment tool.
Research on the various forums seemed to suggest a typical engine sag is 1/8″ – 3/16″, so that is where I set the cowling.
At this point, with the cowling up against the spinner, it should just fit in front of the fuselage skin edges.

Then it is laterally aligned behind the spinner, and also leveled. Plumb Bobs are hung from the front edges of the cowling …

… and after making sure the fuselage is level …

… and a straight edge is level on the floor, a mark is made.
Then you can measure the distance from the marks to the place the plumb bobs were hung from … you then move the cowling laterally on the fuselage to make these measurements the same.
I found my cowling sat naturally in the correct position with very little adjustment needed.

I used a mark one eyeball to check how it all looked from the front!

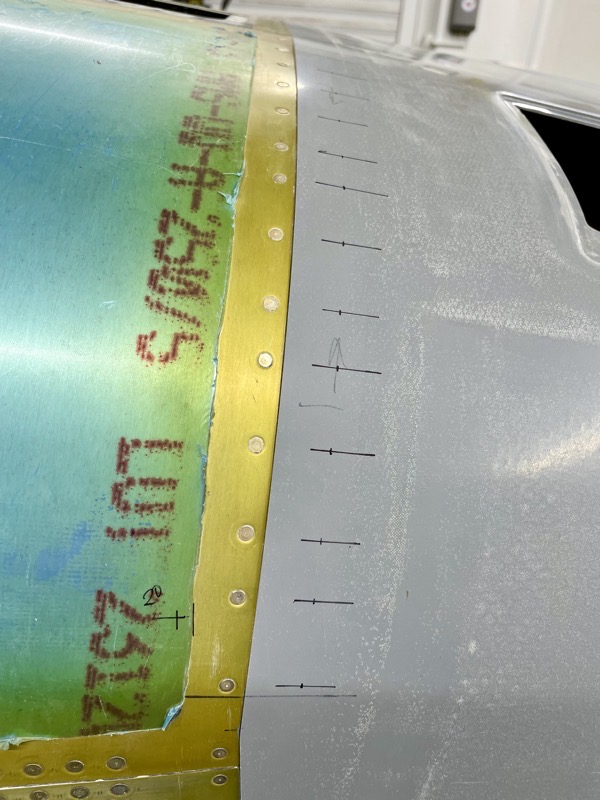
With the cowling front pressed gently against the rear of the spinner, a line is marked 1/8″ from the edge of the F-01471 Forward Top Skin and F-01470-L & -R Fuselage Side Skins.
Vans reckon this will produce a 3/16″ gap at the spinner??

More gentle sanding!
Committing to the position!
I went through many test fits to achieve the 3/16″ gap at the spinner … I was frightened of removing too much material : )
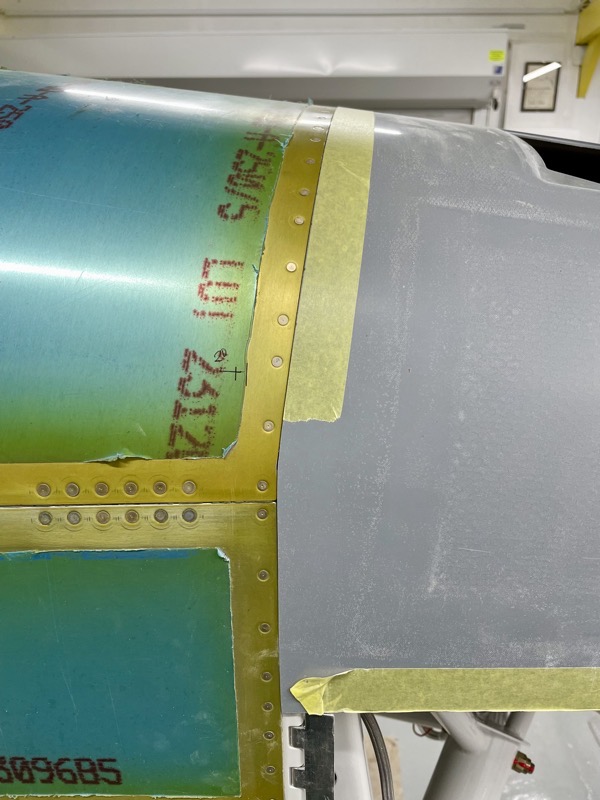
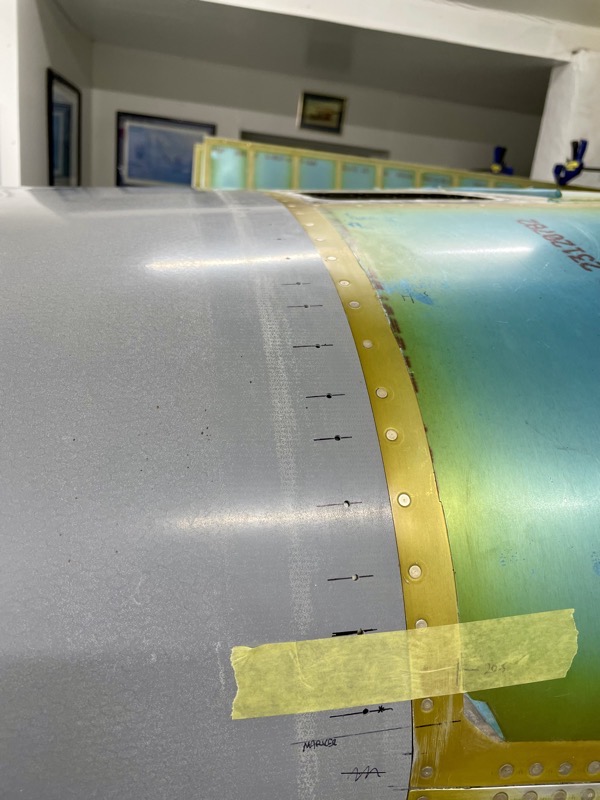
But eventually you have to commit! After marking the hole positions …

… #40 holes are drilled into the cowling.
This is the real moment … once the holes are match drilled into the hinges, then the cowling position is fixed!

A last few checks of vertical and lateral alignments.

Unless you have very long arms, a helper needs recruiting to brace the hinges inside the cowling as you match drill.
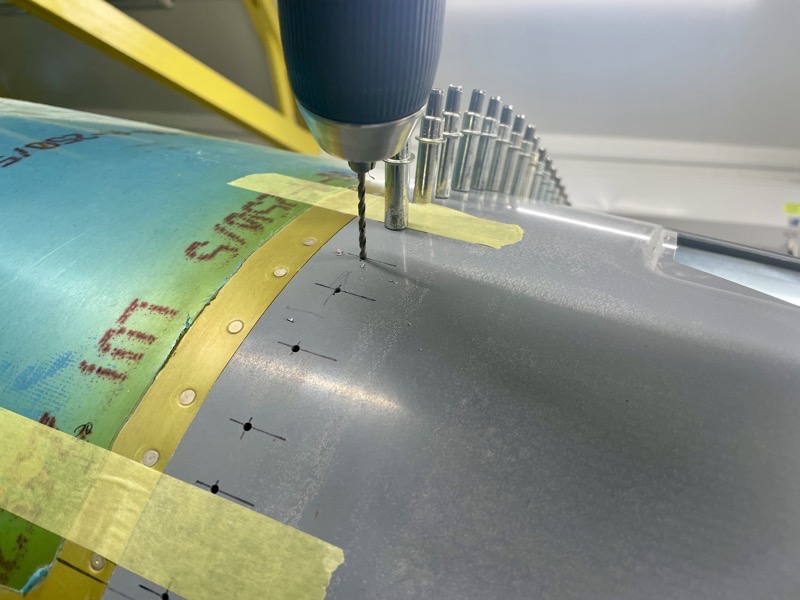
A nice sharp drill bit gets the job done quickly.

An AN3 bolt confirms the 3/16″ spinner gap.
Next job is fitting the lower cowling.



























































