



























































29-08 to 10 Longerons, Side Skins & Side Ribs
The #30 holes common to the side skins and forward longerons are final drilled … I used a #30 reamer.

The holes common to F-01470-L Side Skin, F-01485-L Center Section Side Plate and F-01464-L Upper Drag Fitting are also final drilled #30, enlarging them from the previously drilled #40.
Machine Countersinking

There are a LOT of longeron holes to be machined!
I made a block of wood with a slot for the countersink bit pilot, and then used the drill press.
Needed a nice cup of coffee after that lot : )

Then holes in the Center Section Side Plates are machined, being careful to follow the diagram detailing which holes to do!
Side Skin Dimples
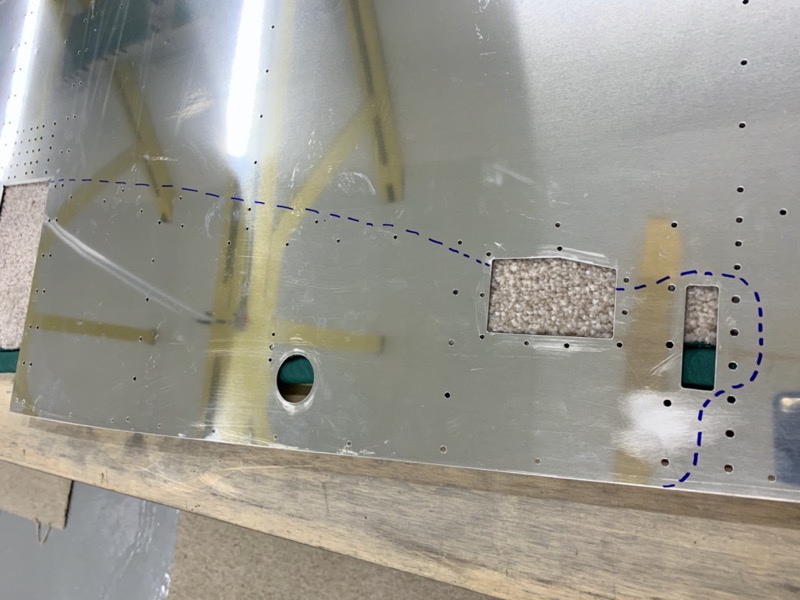
I marked the side skins to ensure I left out the correct holes when dimpling …

… the DRDT2 made short work of the dimples …

… apart from the curved bottom flanges, for which I used the squeezer.
I also used a reduced diameter female set for the curved sections.
Side Ribs

Some of the side ribs have the edges “broken”.
The Cleaveland Edge Forming Tool didn’t fit all the way along these ribs …
… so I resorted to the Hand Seamer for these spots.
There were a couple of spots on the side skins, on the curved bottom flanges, which had the same issue.



























































