



























































21-10 Flap Trailing Edges
Well having attempted to build the flaps with no twist, the next challenge is to finish them off by riveting the trailing edges together whilst keeping them perfectly straight! : )
The manual suggests keeping the flap flat by placing upside down (ie top surface on a flat bench), and then bonding the TE wedge with 3M F9460PC Adhesive Tape (previously our old friend Proseal has been used), weighting down until the adhesive has cured.
I’m sure this would work fine, but what follows is an extension of this process. I did this since I have primed the TE areas, as previously discussed, and I wanted an extra method to keep everything straight in case the bonding wasn’t perfect. It worked for me!
I decided to replicate what I had done when building the rudder and elevators … set up as above, use the tape but also cleco the TE to a perfectly straight piece of aluminium angle.
First task is to degrease with Isopropanol.

I first clecoed the wedge, with adhesive backing strips still in place, onto the top skin & aluminium angle (ie underneath).
Having located the wedge in the correct position, I first removed the bottom backing strip and gently pressed the wedge down onto the top skin.
Then the process is repeated for the other backing strip to bond the wedge onto the bottom skin.

The data sheet for the adhesive tape recommends a temperature between 21°C to 38°C for initial application. Since summer has not yet arrived here I resorted to periodically gently warming the area with a heat gun, and this seemed to work nicely.
Even when summer does arrive we’d be lucky to hit these temperatures! … but enough of my whinging.
Once the wedge bonded I repositioned the angle onto the bottom surface.
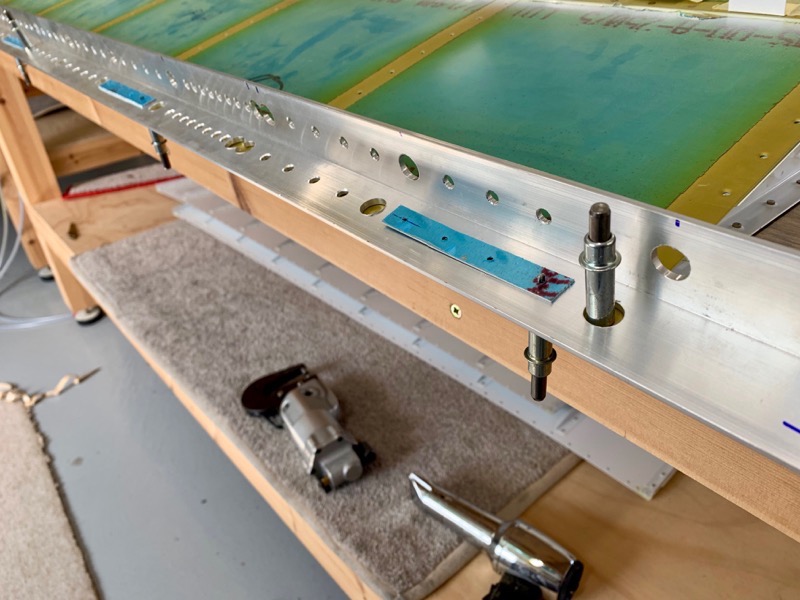
The idea of the aluminium angle is to enable partial squeezing of the rivets whilst the TE is clecoed to the straight angle.
So every 5th hole or so has to be large enough to allow access for the rivet set.
And since the rivets are only partially set, the holes in between have to be large enough to allow the angle to sit over the shop heads without interference.
Now the holes will be too large for the clecos, hence the little strips of scrap aluminium with small holes for the clecos to grip.
You might wonder why I didn’t attach the angle below ie against the manufactured heads, avoiding the need for large holes to accommodate the shop heads? Well I wanted to make sure the rivet set was sitting perfectly flat on the manufactured heads, and you can’t check this easily through the large hole.
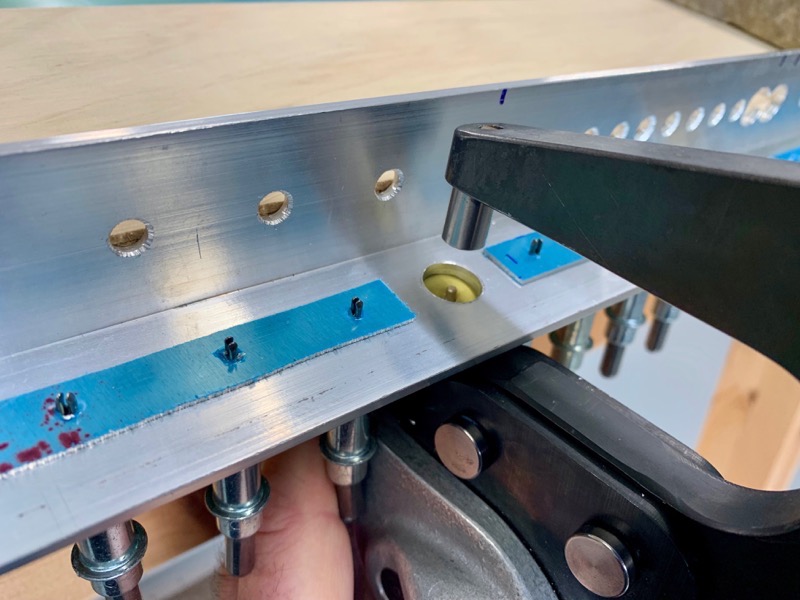
Using the squeezer to set a rivet …

… and then once every 5th rivet has been set, starting in the middle, I un-clecoed, moved the angle along, re-clecoed and so on!
In this picture you can see a shop head in one of the smaller holes.

After moving 4 times I set the last few without the angle, since you now have no holes left to cleco into!
Note the weighted board here, which I kept positioned during the whole process to make sure the flap did not move or twist.

Finally I used a mushroom set, with the gun set at a low pressure (35Psi), to back rivet the partially set shop heads into the dimples.

A final check with the laser level revealed no twists …

… and HAPPY DAYS, two straight TE’s.
Mission accomplished! : )




























































One comment on 21-10 Flap Trailing Edges
Very smart!